|
Farm Forestry Timbers |
|||
In this newsletter:
Your hard working committee got together last month and produced a report for the Industry Transformation Plan (ITP) team at Te Uru Rakau, outlining the opportunities and constraints experienced by the specialty timbers sector in New Zealand. The feedback we've provided focuses on what is required to grow our sector, which requires both market development and technology development. Our report is available here. Building Performance MBIE have released an options paper: Review of the Building Consent System and seeks written submissions on this discussion paper by 7 August 2023. This is about opportunities to improve the building consent system. Preferred options have been identified for system change.to ensure building work is done right the first time and buildings are healthy, safe and durable. These options for system reform address recommendations from the Commerce Commission market study into residential building supplies, such as removing impediments to product substitution and variation, and more compliance pathways for a broader range of products. I trust the ITP team are all over this, radiata's monopoly in the market is a direct result of the building code, and Farm Forestry Timbers would like to see that monopoly give way to a level playing field where a broader range of wood products have equal opportunity. Dean Satchell If you have a story for this newsletter, please get in touch with Dean by email. Specialty Wood Products partnership update A number of projects are under way via the Specialty Wood Products partnership (SWP), and I've been preparing timber for these: Below is the thermally modified cypress, after grading, wrapped (pine cover boards on top) for despatch to Ruapehu Sawmills for use in the cabin construction to test long term durability in real life application:
Below is the Cupressus x ovensii that was harvested from Jeremy Thompson’s farm. Sawn, dried, delivered to Scion and ready to be broken to establish accurate structural strength of this cypress clone:
Here is the Abies Grandis (Grand fir) delivered to Doug Gaunt at Scion for strength testing. All 100 x 50. There are 6 packets of 30 pieces of 100 x 50 to be broken, totalling 180 pieces:
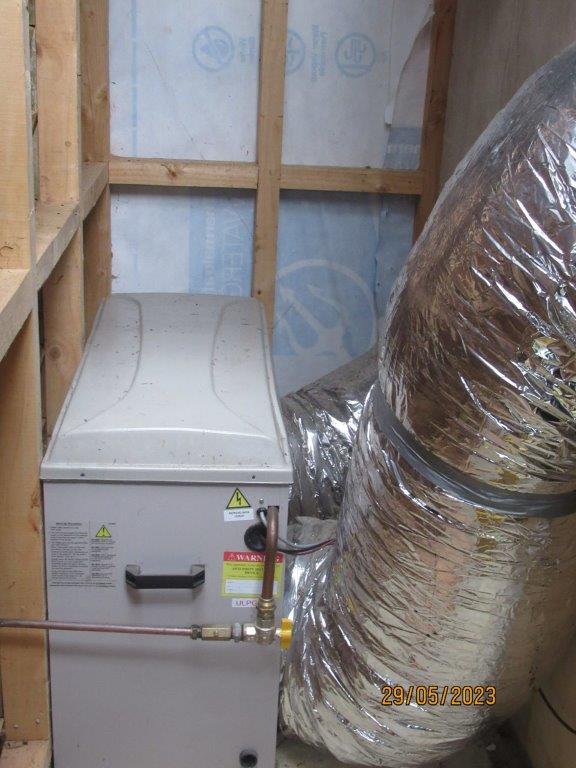
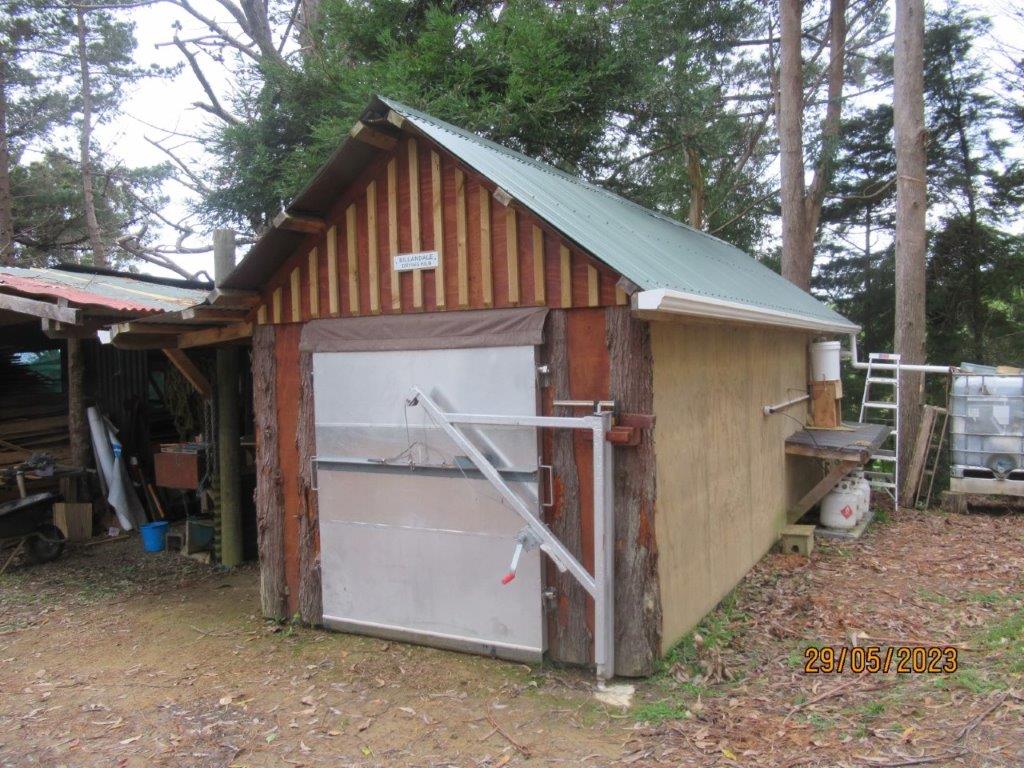
On top of the packets are Macrocarpa Shiplap samples to be used as a durability demonstration at Scion. The durability demonstration is for Shiplap timber, we're also looking to assess cupping in 200mm wide boards. I'll keep you informed on progress with this research. Vaughan Kearns, Ruapehu Sawmills This kiln was completed last year and took about 4 months from foundation installation through to commissioning. The General Arrangement drawing shows the layout and this was constructed by an experienced and retired Builder, Dale Lopez who fortunately lives close to the site, with some limited assistance from myself. Although the framing construction looks straightforward it had to be very accurately assembled to allow the Ullrich aluminium faced panels (standard dimensions) to be positioned exactly without any cutting. The 4mm thick panels locate in aluminium extrusions mounted on the framing and provide a good seal for the internal kiln atmosphere. Standard building insulation batts were placed behind the panels with building paper and treated ply forming the external weatherside. Note that aluminium is corrosion resistant to wood extractives whereas galvanised steel gets attacked badly; the steel supports for the internal fans are painted mild steel, otherwise there are no steel components in the kiln apart from the kiln cart. At the rear end of the chamber is the Control Room which has an access door for attending to the Controls and vent systems and which accommodates the Brevis air heater and LPG pipework.
DRYING SCHEDULES: The purpose of this low temperature drier is to finish air dried macracarpa/lusitanica and other softwoods to 12-14% mc. Air drying is effective at this site for fresh sawn material. This kiln also provides low temperature drying schedules for blackwood and eucalypts. CAPACITY: The useable length of the kiln is 5m; I find that most of my plantation trees are well within this length range and anything longer is too heavy for the 4 tonne digger and grapple in any case! The kiln will accommodate 2-3 cubic metres of timber with a filleted stack size of 1.2m x 1.2m and mixed length boards. So far I have not completely filled the kiln and screen baffles are fitted to close off the space between the top of the stack and the ceiling. AIRFLOW: Design airflow is a maximum of 2-3m/sec and this is provided by 2 x 760mm diameter aerofoil fans, each with 1.1KW direct drive motors. The fan assembly is floor mounted and installed at the back of the kiln behind the fan wall. Cost and economy dictates this layout; overhead fans provide more uniform airflow through the timber charge but the cost of the required building structure is much greater. A frequency controller is provided with the fans so that speed can be varied and a reduction in power is useful at lower speeds. HEATER: The Brivis SP623 XA is a forced air furnace that blows hot air from the outlet and draws air back in from the inlet. The ducting configuration can be seen from the pictures; the hot air is delivered to the kiln circulating fans; the return air is drawn from the opposite side of the kiln fans. The outlet temperature is monitored with an inbuilt sensor that detects the airflow temperature to modulate the gas rate to keep the kiln temperature as set on the main Controls. The maximum temperature for this heater is 70°C. CONTROL SYSTEM: Intech Instruments provided the equipment for the kiln control system. Inside the kiln chamber and positioned on the air delivery side of the stack is the Wet and Dry Bulb Humidity tank equipped with two RTD probes. Each of these RTD temperature probes feed to FP93 ramp Controllers, one for Dry Bulb setting and control of the heater delivery temperature to the kiln. This controller is programmed to the dry bulb temperature selected for the particular drying schedule chamber. As the setpoint is reached the heater delivery is reduced to maintain the set temperature. The wet bulb setting and control of the vent system is provided by the other Controller. As the humidity level increases during the drying schedule this sends a signal to the vent actuator which opens the multivane vents (see photo).
High humidity air from the kiln is exhausted via one of the vents and fresh makeup air is admitted via the other. These are positioned either side of the circulating fans which provide the inlet and exhaust pressures required. As the humidity falls within the chamber to reach settings required the vents are steadily closed. The photo above shows these key controllers situated in the Controls cabinet. MOISTURE CONTENT INDICATION: Based on a Nardi in-kiln pin system this provides a readout to the Delmhorst Moisture Meter to indicate drying progress in the kiln. Yet to be fully commissioned for reliability. GENERATOR: Because I have no services at our site it was necessary to install a suitable size electrical generator. This is a Genmac 5.5KW with Yanmar single cylinder diesel engine, supplied by Riequip of Motueka. Very reliable and running at only about half load, has a noise problem but could be cured with a sound enclosure. Neighbours are well distanced so I’ve had no complaints so far! ECONOMICS AND COSTS: I haven’t completed the running cost information in detail but it will probably be in the range $80- $100/day for diesel and LPG. In practice the LPG cost should be low if initial mc of the timber is around 25% having been air dried prior to kiln drying. Mains electricity should be lower that diesel generated power. The project cost was $50,000 including insulated concrete foundations, our own timber for framing, insulation, plywood cladding, coloursteel roofing and fitting, gutters etc. Main ticket items: The heater system installed is $12,000, the fans $5000, controls $4000, generator $6000, electrical wiring and controls installation $5000, vents and actuator $3000, cart and door $5000. VISITORS: Welcome to site, be aware that we are located 9km from Waikanae and the Akatarawa Road is always a challenge. Email or phone prior to visit!
ACKNOWLEDGEMENTS: Many people have contributed time, interest and knowledge to the project. Dale Lopez built and supervised all installation, Malcolm Fredric and Andrew Buchanan (my retired Windsor colleagues) on controls and electrical issues, Richards Schaffner of Tasmania ( eucalypt and blackwood specialist) and Steve Riley of Scion. Lots to learn and plenty to share with Farm Forestry Timbers as required. Bill Studd, June 1st 2023. Footnote: Bill recently dried a load (about 1.5m3) of 25mm Macrocarpa from green to 30% mc in 48 hrs at 45/39°C. The client didn’t want it any drier but needed to reduce transport weight. He used a schedule developed by FRI in 1983 by John Kininmonth. Timber loaded was 3.7m for 3.6m final (Stack length max in kiln is 5m).
I've recently had my attention drawn to a new product on the market called Bamboo X-treme, an imported decking product. It appears to be made from thermally modified compressed bamboo. Apparently it has been tested for durability (class 1 of EN350 European standard). Last time I looked it was even available from Placemakers. I doubt they have actually demonstrated building code compliance here in New Zealand, the issue is that European durability class does not equate with our required minimum 15 years in service as a deck. Not quite sure how importers get away with not proving that their products are code compliant. Putting that aside, hats off to them, they have put together a natural, sustainable, high-value product.
|
|||










Disclaimer: While every effort is made to ensure the accuracy of the information provided on this site, Farm Forestry Timbers Society do not accept liability for any consequences arising from reliance on the information published. If readers have any doubts about acting on any articles they should seek confirming, professional advice.